Fout in e-mailformaat
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Essentiële vaardigheden van het personeel van plaatmetalen buigen
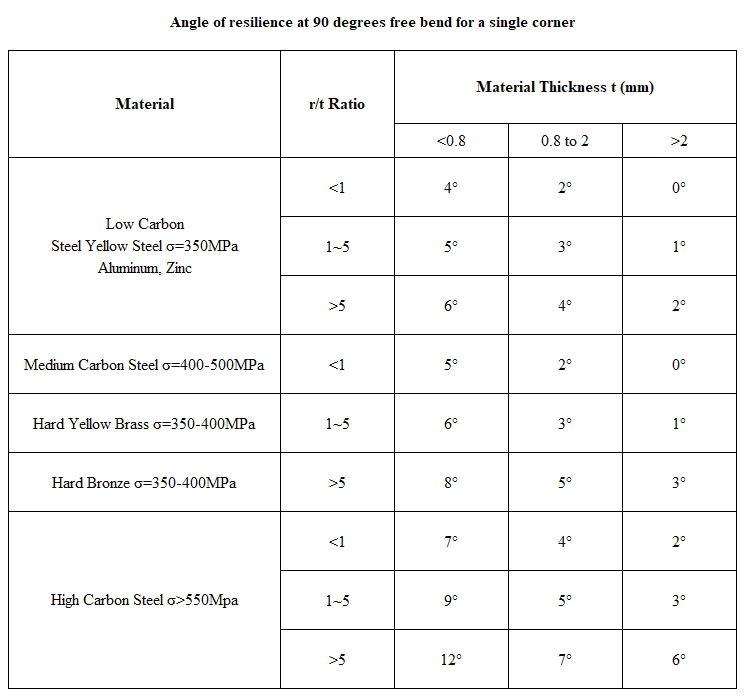
Factoren die de terugloop en maatregelen beïnvloeden om het te verminderen
(1) Mechanische eigenschappen van materialen. Materiaal moet zo ver mogelijk koolstof met laag koolstof zijn, in plaats van koolstofstaal en roestvrij staal.
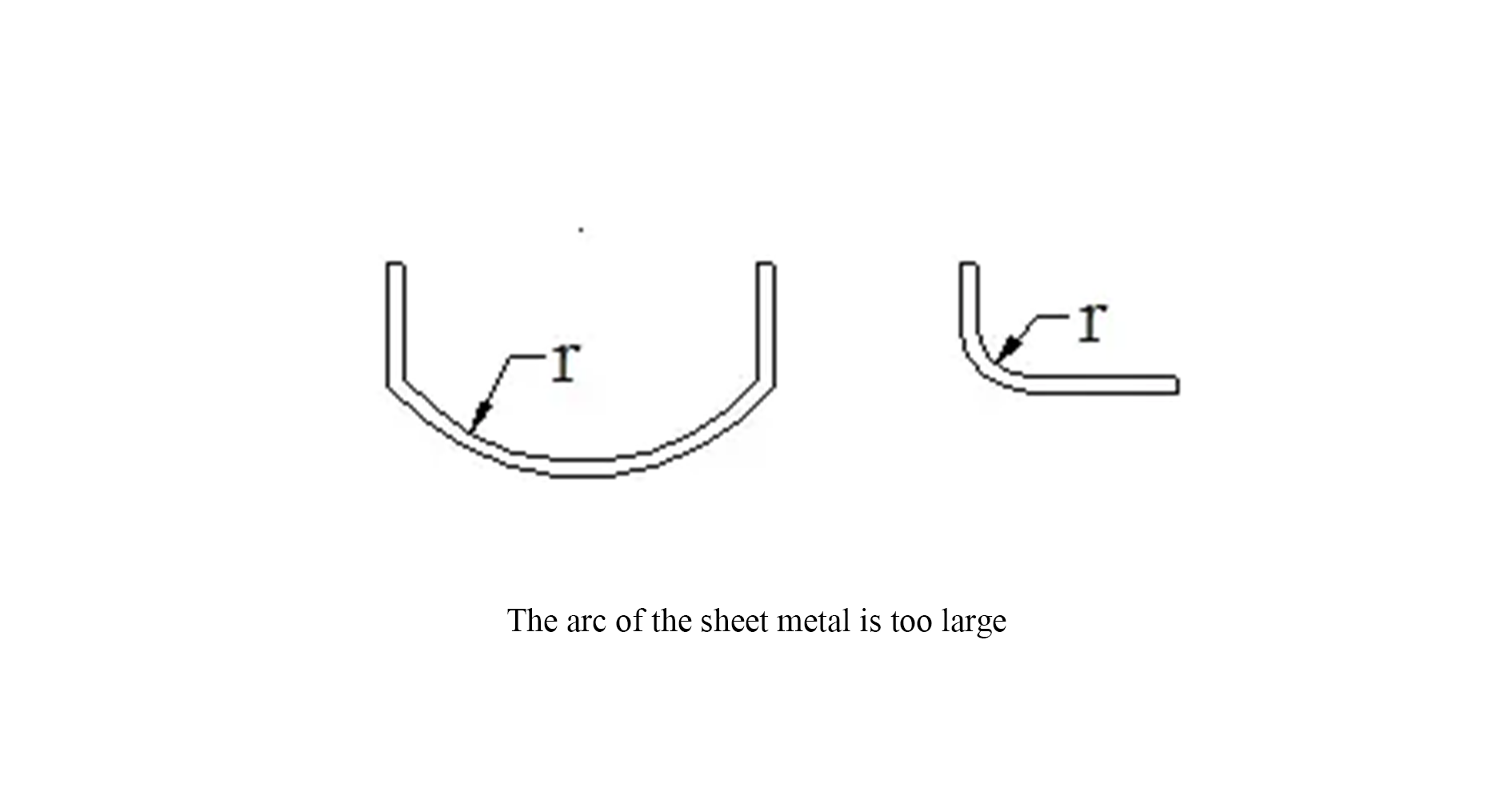
(2) Hoe groter de relatieve buigradius R/T, hoe kleiner de mate van vervorming en hoe groter de overloophoek Aα. Dit is een belangrijker concept, plaatmetaalbuigen van de afgeronde hoeken, in de materiaaleigenschappen toestaan, moeten zo klein mogelijk zijn om de buigradius te kiezen, is bevorderlijk voor het verbeteren van de nauwkeurigheid. Bijzondere aandacht moet worden besteed om te voorkomen dat grote afgeronde hoeken zoveel mogelijk ontwerpen, zoals in de onderstaande figuur wordt getoond, zijn dergelijke grote afgeronde hoeken moeilijker voor productie en kwaliteitscontrole:
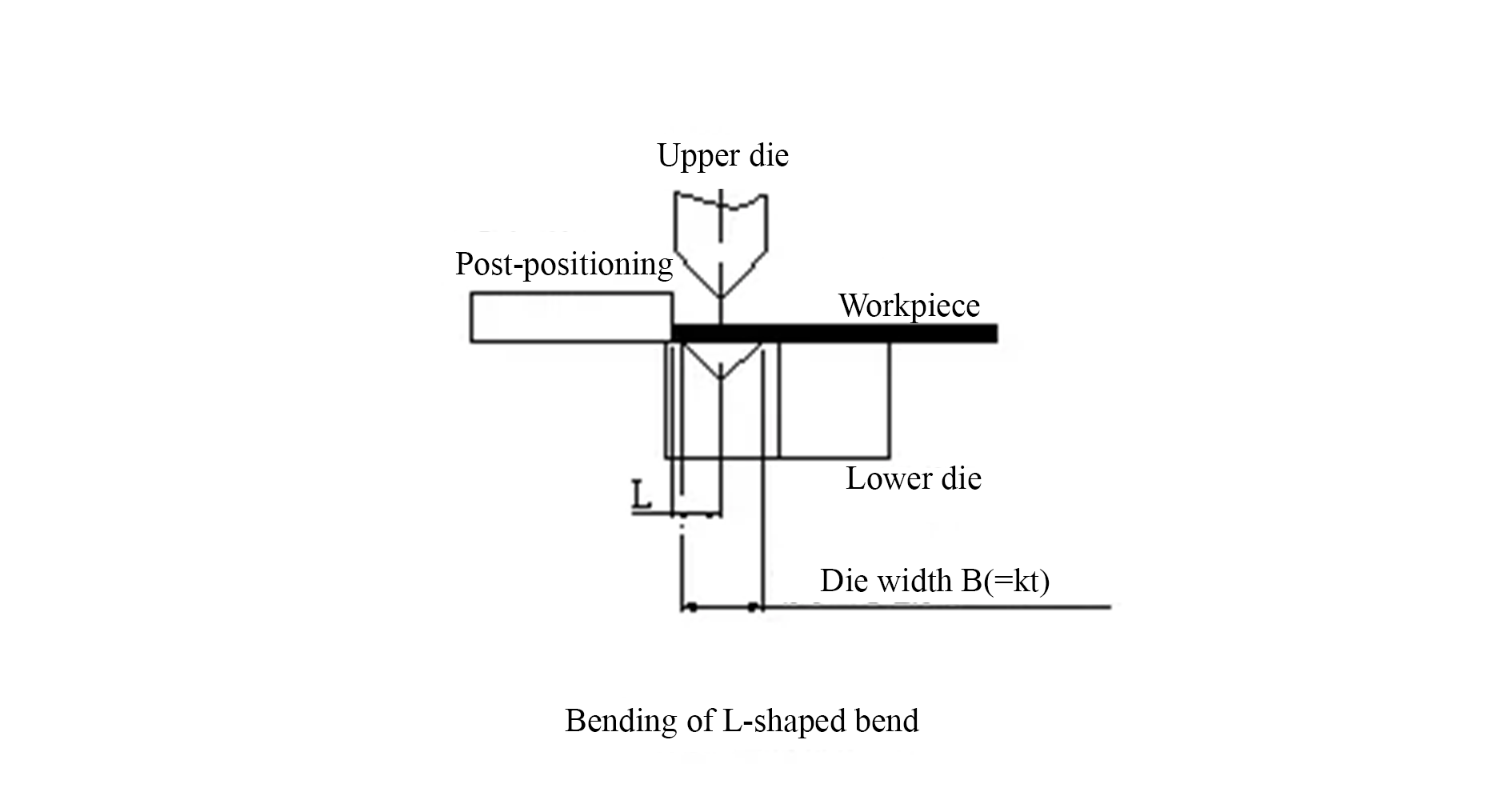
Berekening van de minimale buigrand voor een enkele buiging
De starttoestand op het moment van buigen voor L-vormige buiging wordt getoond in de onderstaande figuur:
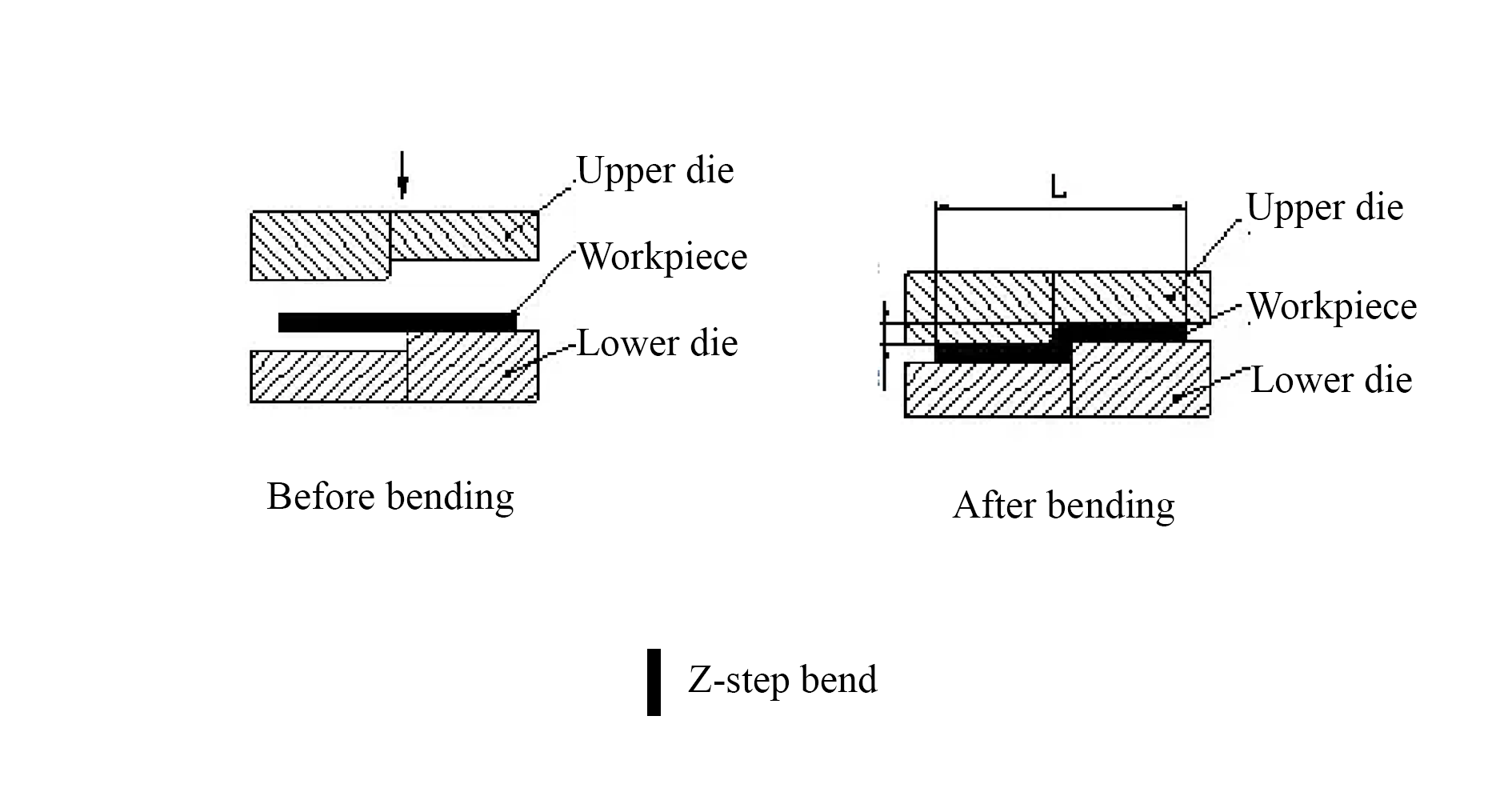
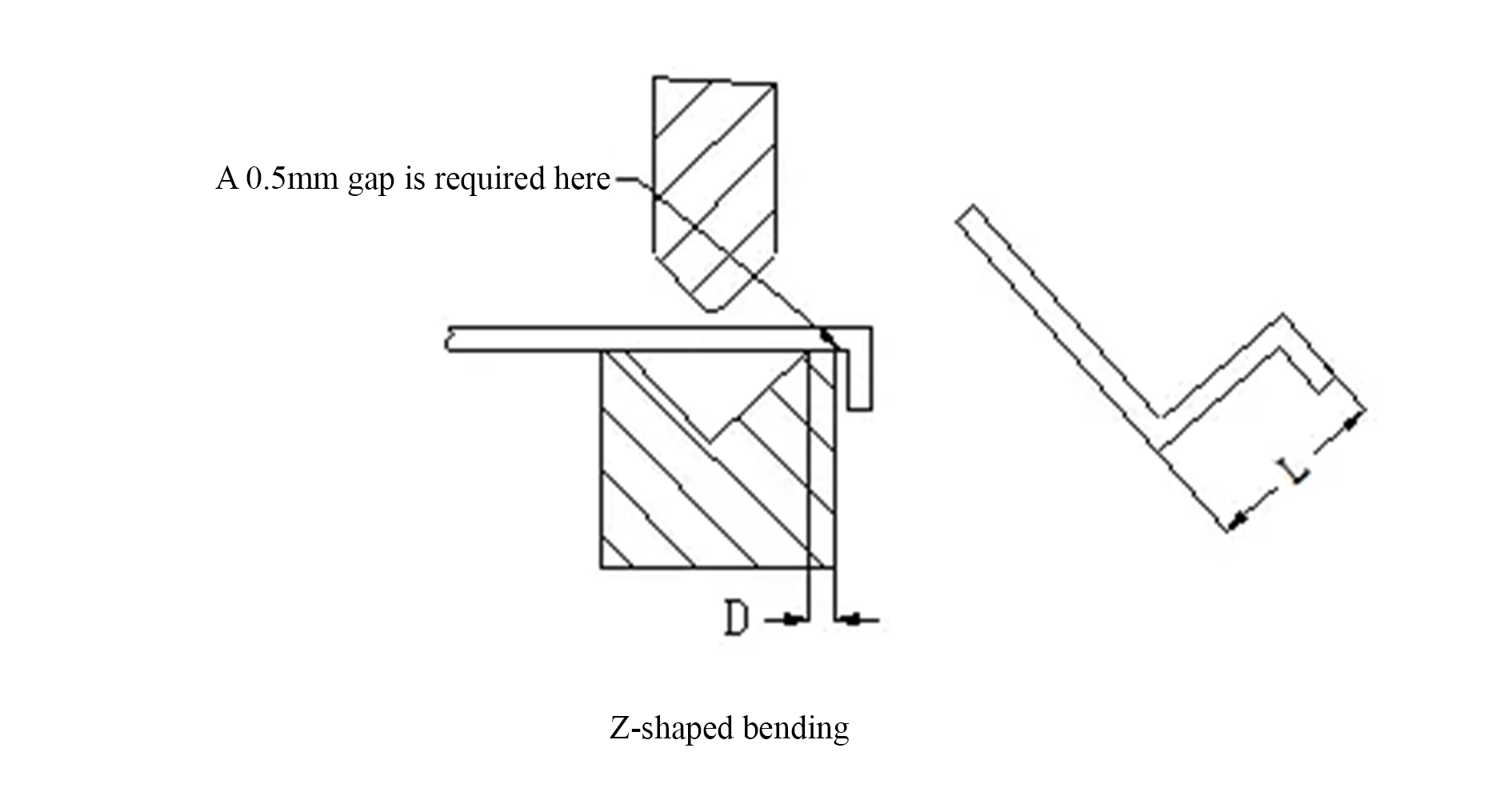
De startstatus op het moment van buigen voor z-buigen wordt getoond in de onderstaande afbeelding:
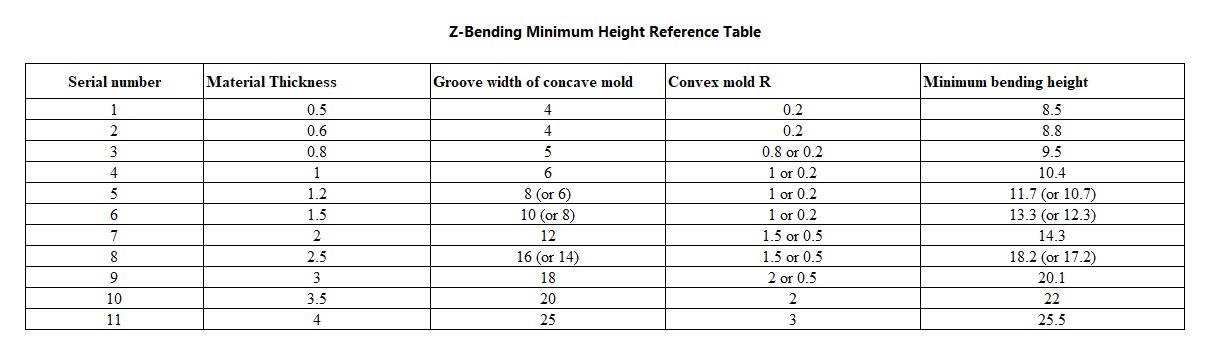
De minimale buigafmetingen L die overeenkomen met z-buiging van plaatmetaal met verschillende materiaaldiktes worden weergegeven in de onderstaande tabel:
Conclusie
Samenvattend is het beheersen van technieken voor het buigen van plaatmetalen essentieel voor het efficiënt produceren van hoogwaardige onderdelen. Of het nu gaat om het buigen van schimmels voor complexe, hoog-volumeprojecten of machinebuiging voor grotere structuren, het begrijpen van de principes, het selecteren van de juiste tools en het nauwkeurig berekenen van dimensies zijn cruciaal voor succes. Door deze factoren te overwegen, kunnen professionals zorgen voor precieze en consistente resultaten, aanpassing aan de zich ontwikkelende eisen van de industrie.
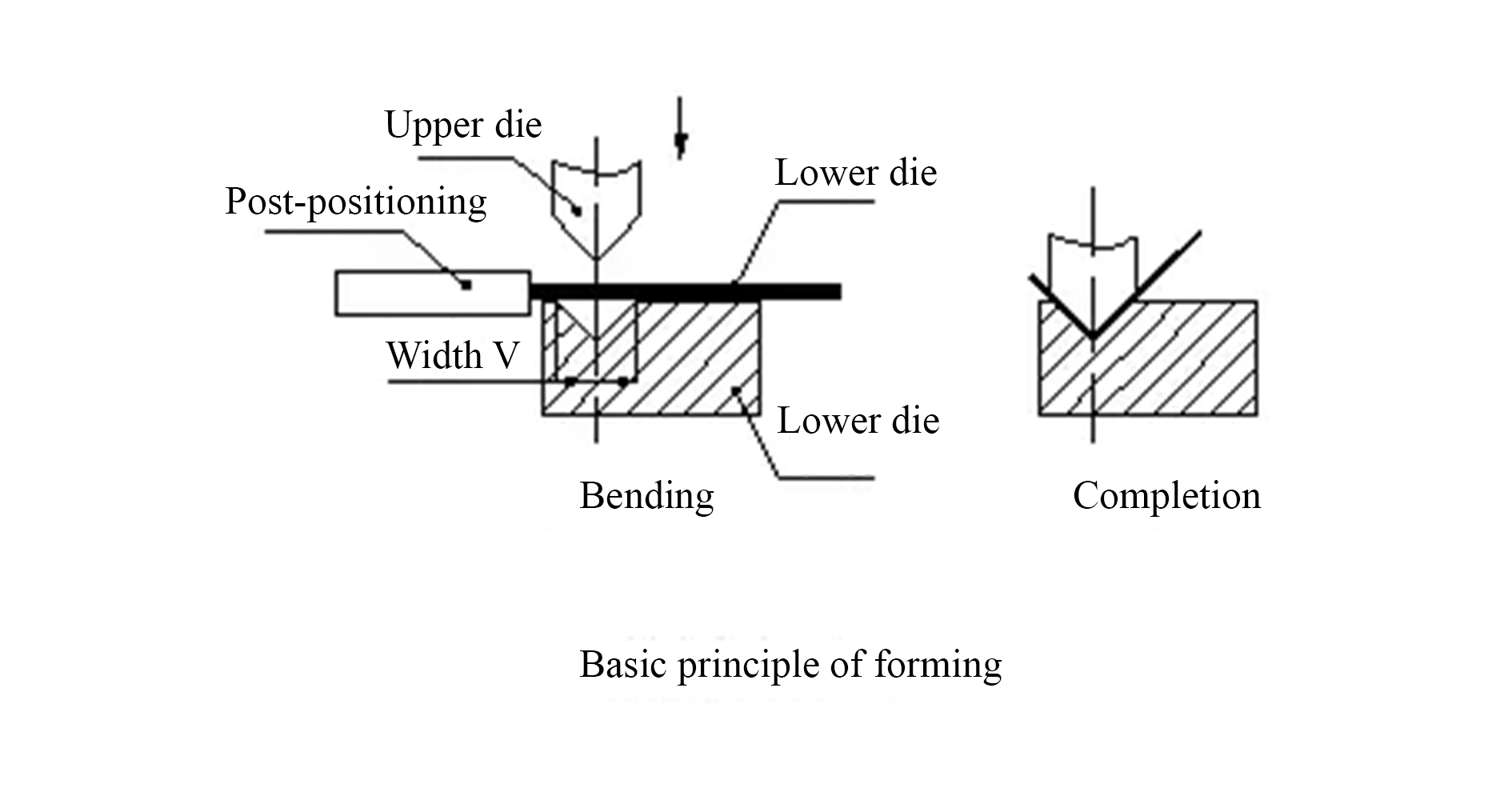
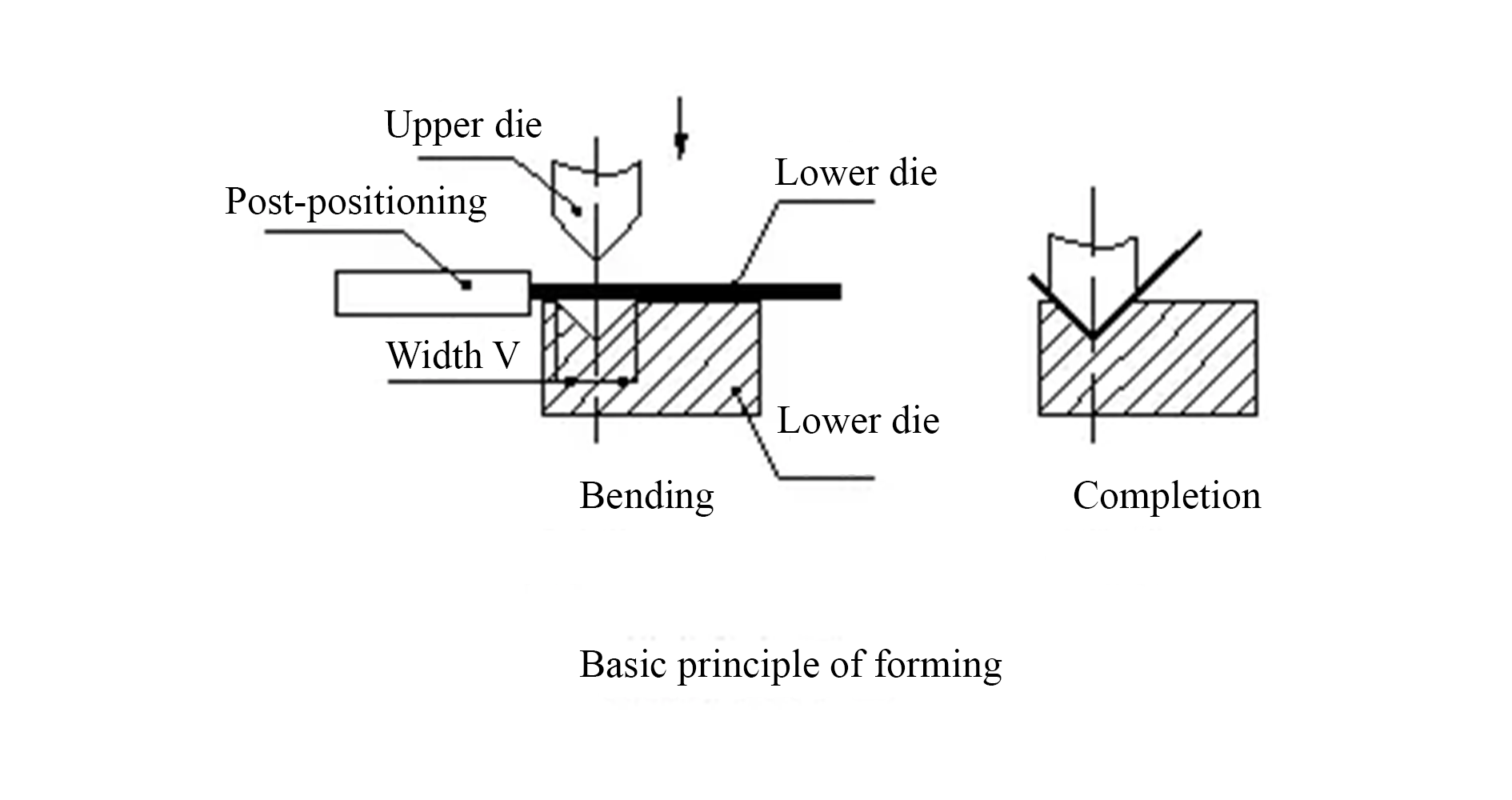
Het basisprincipe van vormen wordt hieronder weergegeven:
Buigmes (bovenste vorm)
De vorm van buigmes zoals weergegeven in de onderstaande figuur, is de verwerking voornamelijk gebaseerd op de vorm van het werkstuk, moet worden geselecteerd, de algemene verwerkingsfabrikanten van buigmesvorm meer, vooral de hoge mate van specialisatie van de fabrikanten, in volgorde Om een verscheidenheid aan complexe buiging te verwerken, heeft veel vormen aangepast, specificaties van het buigmes.
Lagere schimmel wordt in het algemeen gebruikt V = 6t (t is de dikte van het materiaal) dobbelsteen
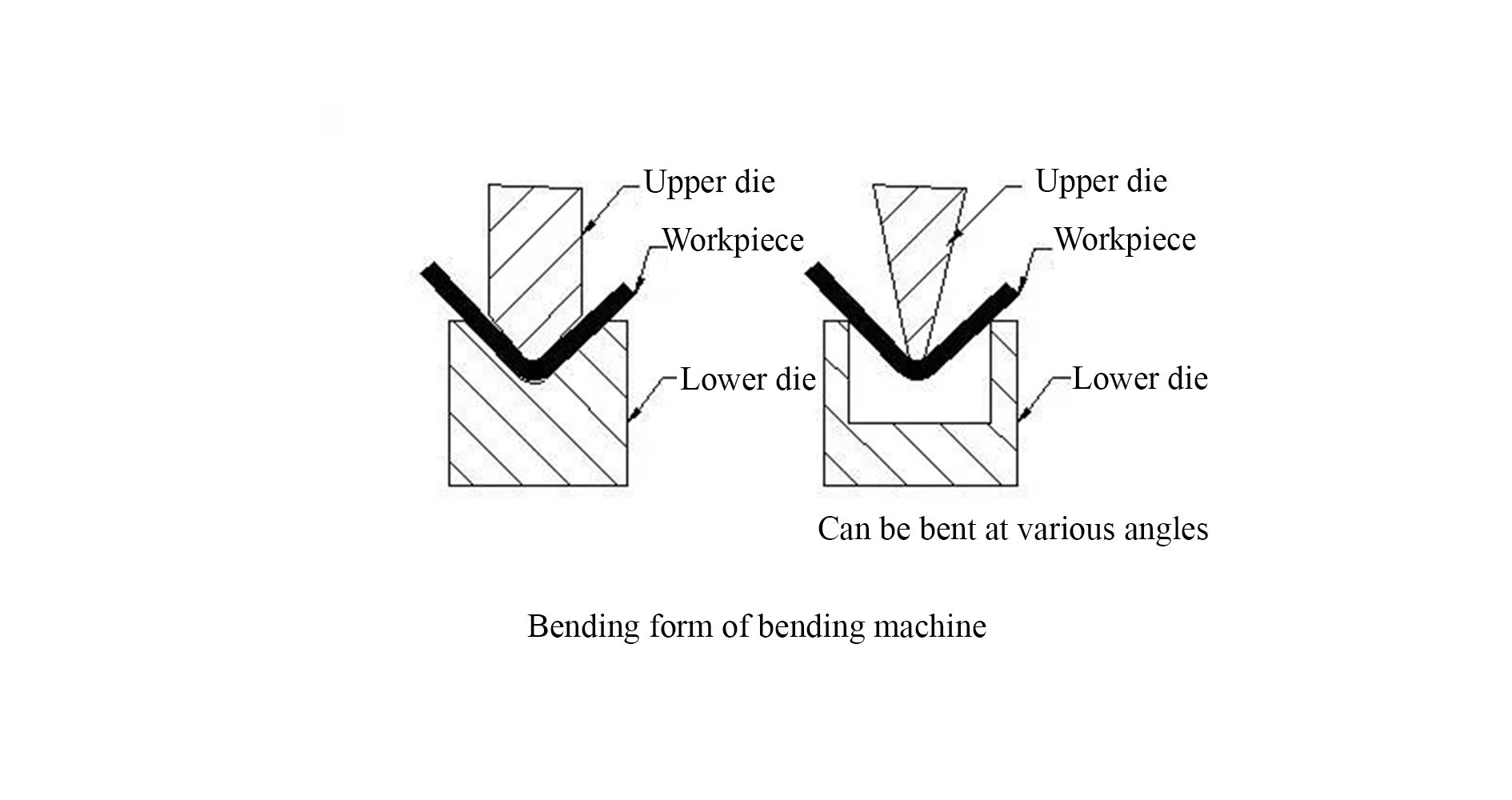
Er zijn veel factoren die het buigproces beïnvloeden, voornamelijk de bovenste schimmelradius, materiaal, materiaaldikte, de onderste matrijssterkte, de moggrootte van de onderste matrijs en andere factoren. Om aan de productvraag te voldoen, moeten we, om de veiligheid van het gebruik van buigmachines te waarborgen, fabrikanten die de serie buigen, een algemeen begrip van de bestaande buigings die in het structurele ontwerpproces. Zie de onderstaande figuur, de linkerkant van de bovenste vorm, de rechterkant van de onderste vorm.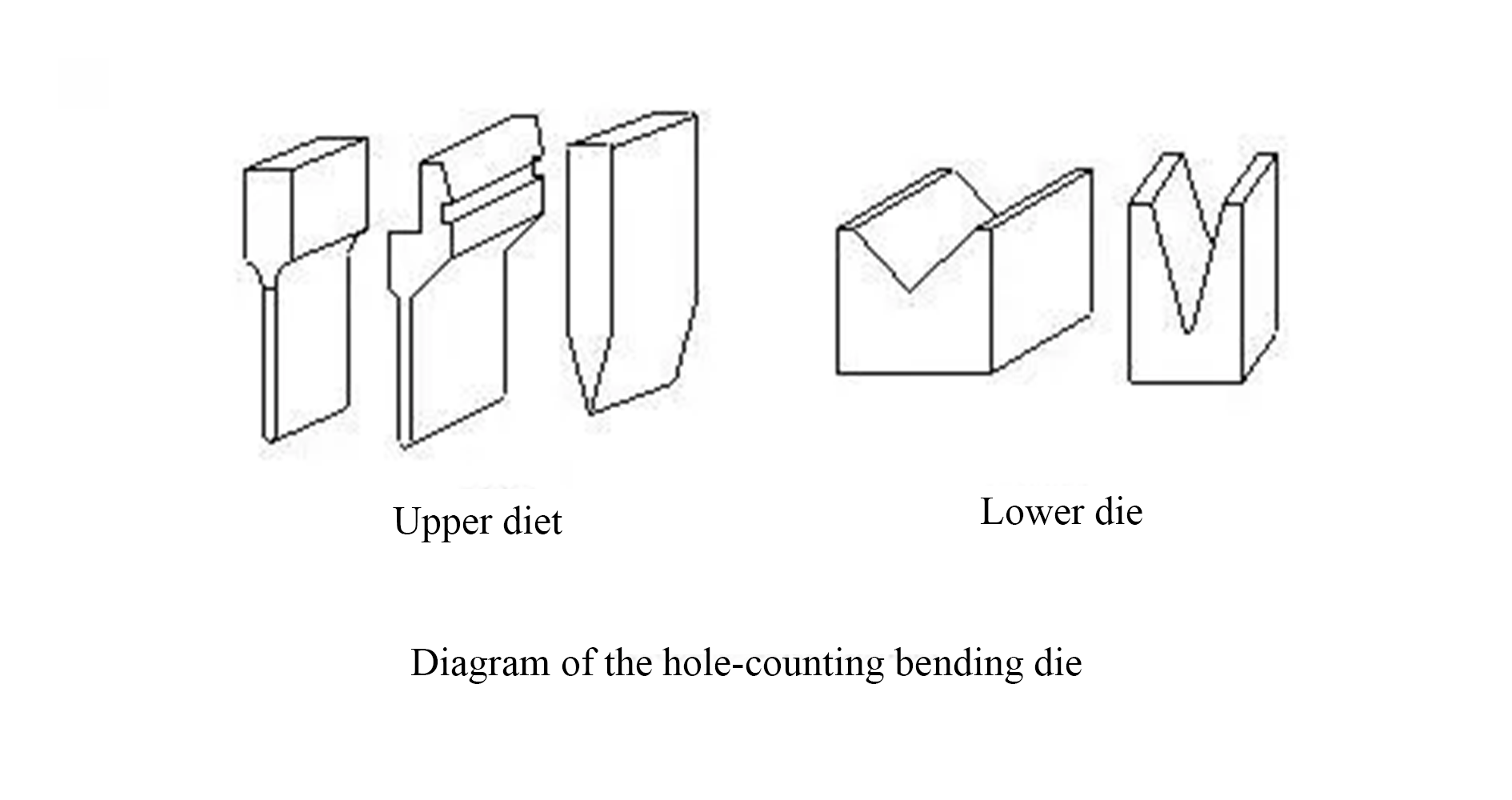
De basisprincipes van de buigverwerkingssequentie:
(1) buigen van binnen naar buiten;
(2) buigen van klein naar groot;
(3) eerst speciale vormen buigen en vervolgens de algemene vorm buigen;
(4) Het vorige proces van vormen heeft geen invloed op het volgende proces of interferentie.
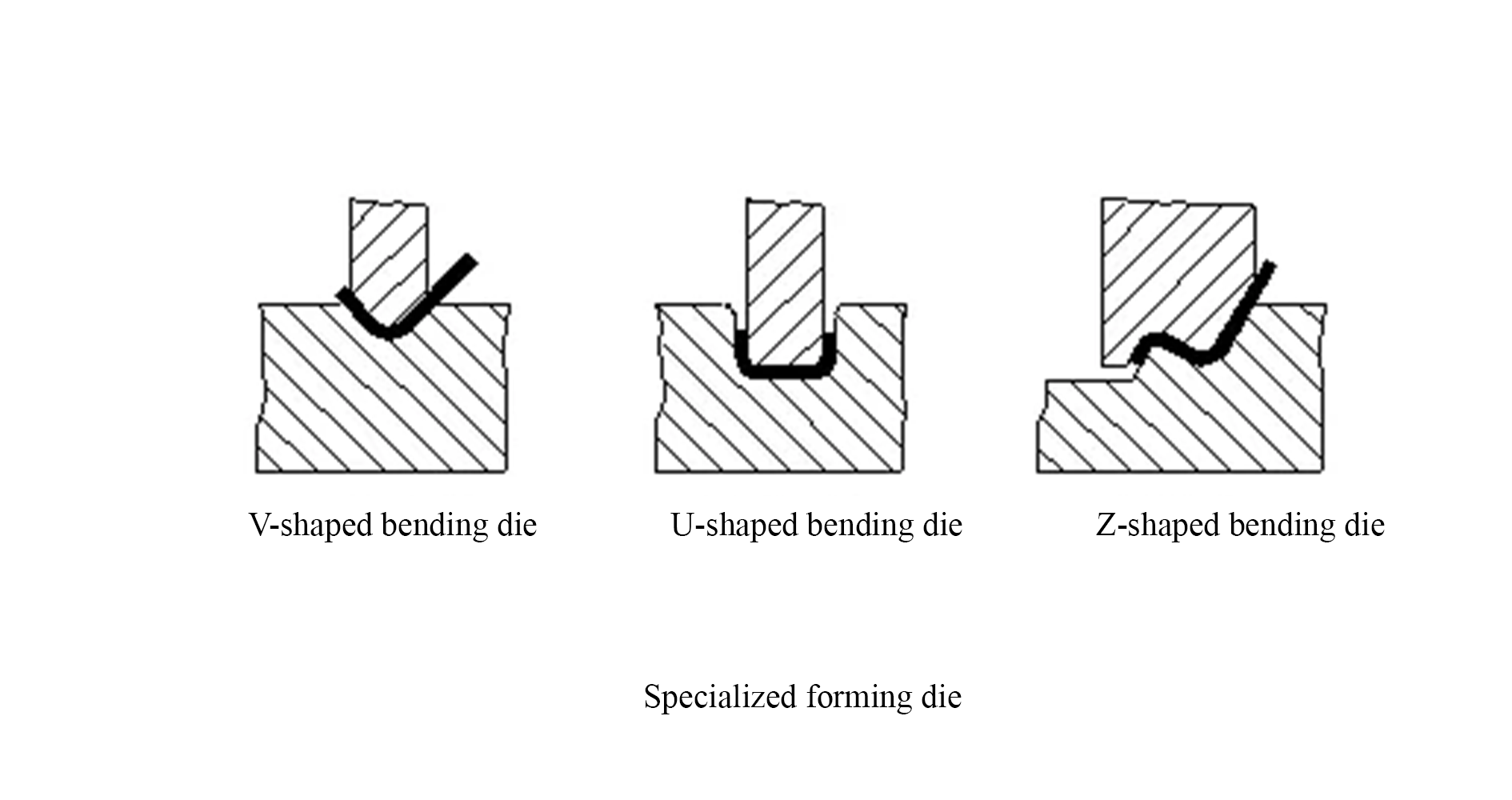
De huidige buigvorm wordt in het algemeen weergegeven in de onderstaande afbeelding:
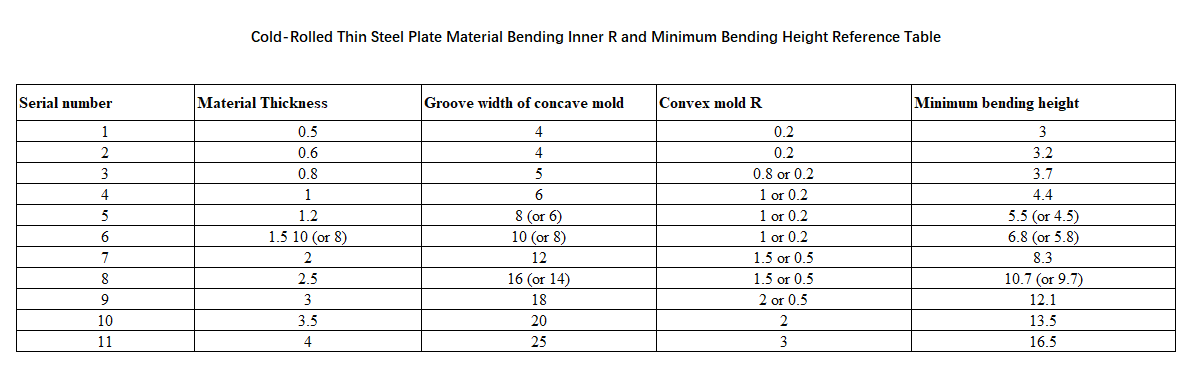
Buigradius
Blenden buigen, bij het buigen op de noodzaak om een buigradius te hebben, moet de buigradius niet te groot of te klein zijn, moeten correct worden geselecteerd. De buigradius is te klein om kraken bij de bocht te veroorzaken, en de buigradius is te groot om de bocht gemakkelijk te herstellen.
Verschillende materialen van verschillende diktes van de voorkeursbuigradius (buigradius) Zie de onderstaande tabel.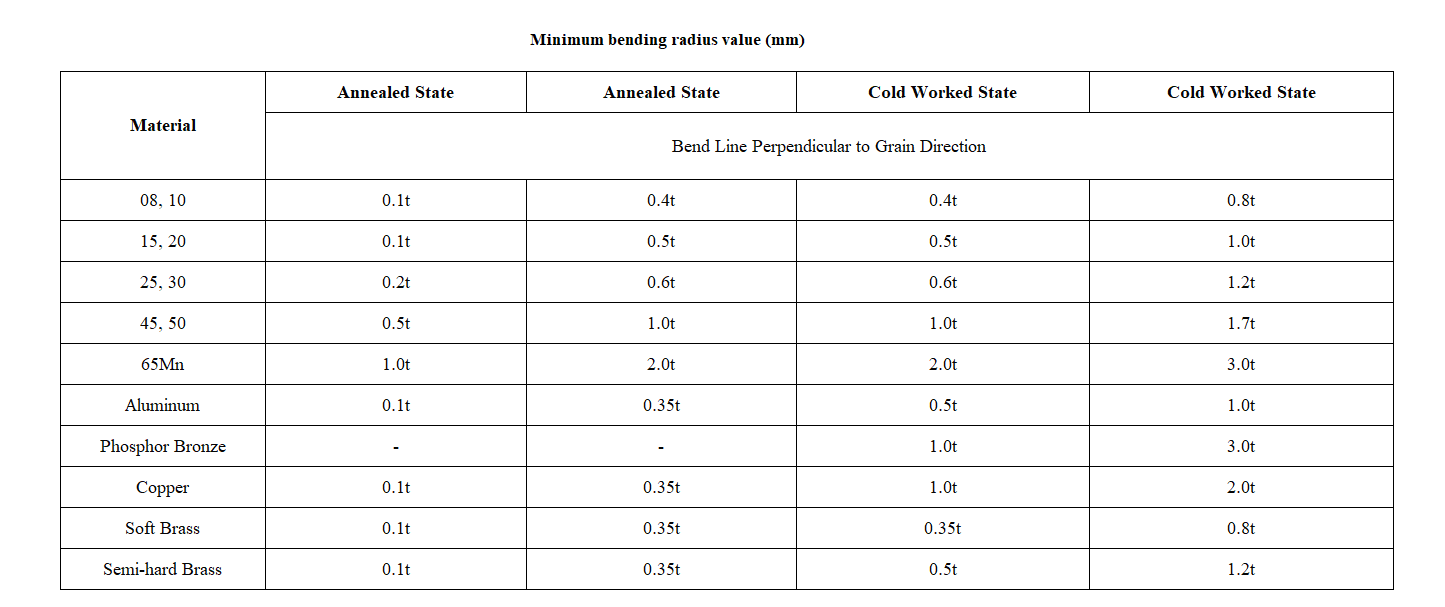
De gegevens in de bovenstaande tabel hebben de voorkeur en hebben alleen voor referentiedoeleinden. In feite is de afrondingshoek van de buigmessen van de fabrikant meestal 0,3 en een klein aantal buigmessen heeft een afrondingshoek van 0,5.
Voor gewone zacht stalen plaat, roestbestendige aluminiumplaat, koperen plaat, paarse koperen plaat, enz., Is de binnenste ronde hoek van 0,2 geen probleem, maar voor wat koolstofarme staal, duralumine, superhard aluminium, dit buigen Ronde hoek leidt tot buigbreuk, of de buitenste ronde hoek kraken.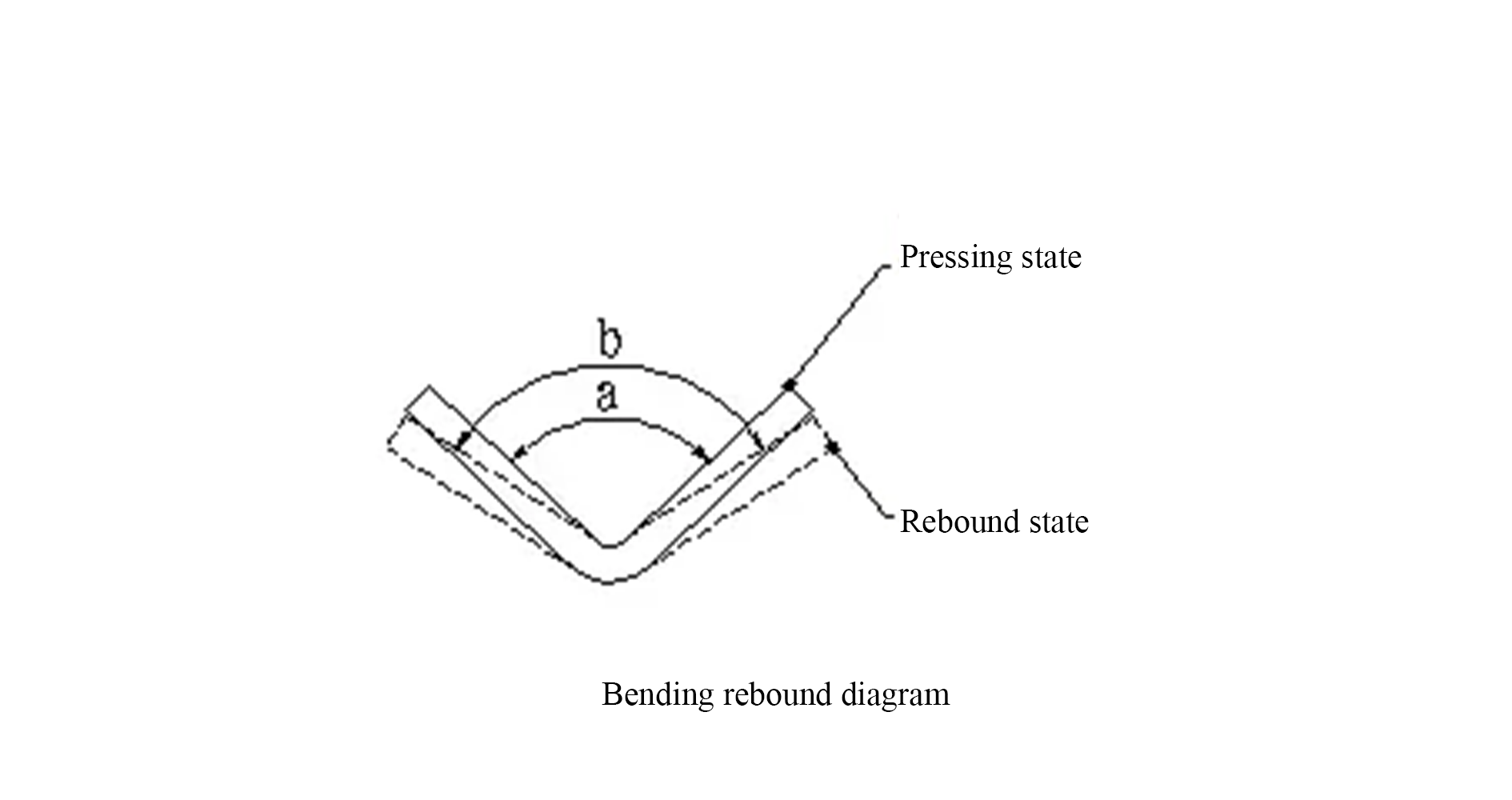
Reboundhoek Δα = b - a waarbij B - de werkelijke hoek van het deel na de rebound; A - De hoek van de mal.